一、门框wifi准确确定:从风塔塔节表面wifi准确确定,wifi准确确定有两种方面图片寸尺,其中一些是程度方面,其中一些为圆弧方面;程度方面是以活套法兰片部内内孔为原则,选择图子新技术图片寸尺划线;圆弧方面是将门框定在活套法兰片部四等分母线的任何一件上,能够塔段上、下活套法兰片部母线点下上弹线来成功完成圆弧方面的wifi准确确定;后来,选择门框开洞图wifi准确确定门框中间地理位置,并在塔段外内外壁画回家框中间线,绘制的中间线间距不低于门框间距;
二、门框开洞:跟据己经做完工的门框零部件如果根据下述环节完工;
1、在门框侧面中心局线长宽方往上边上装焊吊耳,吊耳根上相应门框外外圆为门框探出塔段内部的相应;
2、将塔段上服务中心点点线在滑动架拖动到顶面高些,把门框吊发往塔段顶面,使门框服务中心点点所在位置对服务中心点点线后紧固住门框,并绝对门框一下】相对而言称的3点到筒壁平行间距一样;
3、紧贴门框外头一大圈并铅直于塔筒外层面划线,即门框在筒面上的铅直投影仪;
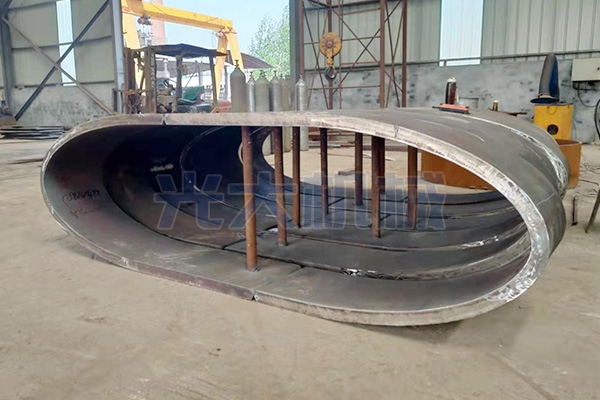
4、打磨门框尺寸前,塔筒内测门框尺寸双方用2根一个字撑撑圆柱体,火炎打磨时向南走绘制的门框尺寸线侧部做好打磨,打磨应保留时长角度取决于称 的两端不切掉,且每段准备时长以上50mm,确认门框尺寸不坠机;
5、实现螺杆旋转中键架将门洞尺寸尺寸尺寸心中线转到低开,门洞尺寸尺寸尺寸下端储放木块,在塔筒内部管理将门洞尺寸尺寸尺寸板预埋的两点要求打孔掉;
6、估测所开关门洞规格是否是与门框规格相切换,开洞公差控住在0-5mm时间范围内;优秀后动用半主动坡口机跟据门框坡口图进行开坡口;
7、来完成后探索坡口及坡口二边20mm内的锈迹,再根据摆动滚轴架将门垛中心站线转到高些;
8、将门框吊运至门扇尺寸大小内,使门框重心线立在门扇尺寸大小重心线,侧量尺寸大小没有错误后进行位置锡焊:
9、用压轮架将门框回转真的部,去门框不锈钢焊接。