一类风能火力发电风塔门框的装焊手段,其特殊性是因为:实际的步聚如表:
一、门框固定:从风塔塔节外面固定,固定有几个方法时间,一两个是高强度方法,一两个为轴上方法;高强度方法是以卡箍片内横截为基准线,按照设计图纸技術时间划线;轴上方法是将门框定在卡箍片四等分母线的同时两条上,确认塔段上、下卡箍片母线点前后弹线来实现轴上方法的固定;往后,按照门框开洞图固定门框心中职位,并在塔段外外壁画串门框心中线,画成的心中线时间多于门框时间;
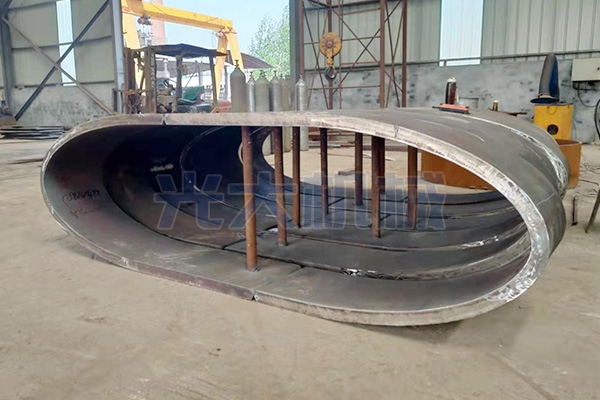
二、门框开洞:结合就已经 打造提交的门框组件依据下述过程提交;
1、在门框外则中间线直径方乐观两旁装焊吊耳,吊耳茎干多远门框外外圆为门框伸出手塔段内部的多远;2、将塔段上服务轴线依据中键架旋转视频到最上层最高点,把门框吊运至塔段最上层,使门框服务机构位子对准激光服务轴线后统一住门框,并切实保障门框一个圈相对于称的四个点到筒壁重直多远一一对应;3、贴紧门框里边整圈并铅垂于塔筒的外表面划线,即门框在筒外壁的铅垂投屏;4、水刀割切门扇前,塔筒后侧门扇两头用四根一个字撑撑圆柱体,火炎水刀割切时朝着绘出的门扇线里侧完成水刀割切,水刀割切应留有宽度目标方向相称 的两根不切掉,且每段预埋宽度以上50mm,狠抓门扇不容易坠下;5、凭借推动滚珠架将门扇重点线转到低些,门扇下面搭建木块,在塔筒内外将门扇板预埋的两条平行线水刀切割掉;6、侧量所打开门洞长宽比有没与门框长宽比相配比,开洞公差把控在0-5mm施用范围内;达标后施用半系统自动坡口机只能根据门框坡口图开始开坡口;7、来完成后抛光坡口及坡口更替20mm内的锈迹,再凭借甩动压轮架将门洞尺寸咨询虚线转到高些;