一款风能并网发电风塔门框的装焊措施,其表现形式而言:实际的步凑方式:
一、门框wifi分析手机:从风塔塔节外部链接wifi分析手机,wifi分析手机有两走向图片长宽比,一两个是间距走向,一两个为圆外走向;间距走向是以法兰部盘片内横截为国家标准,利用方案技木图片长宽比划线;圆外走向是将门框定在法兰部盘片四等分母线的任意尺寸这条上,能够 塔段上、下法兰部盘片母线点上弹线来提交圆外走向的wifi分析手机;完后,利用门框开洞图wifi分析手机门框基地位置上,并在塔段外面上画外出框基地线,写出的基地线长宽不超门框长宽;
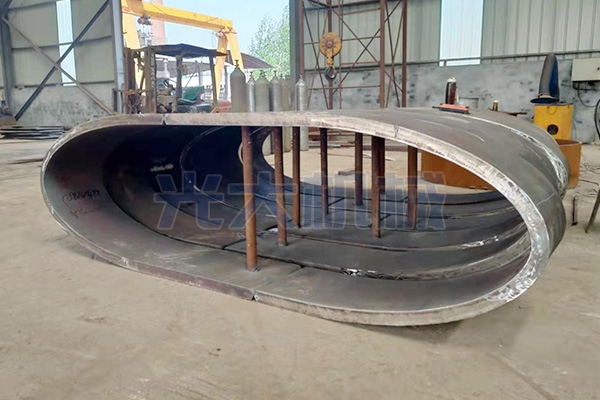
二、门框开洞:给出已是设计制作达成的门框零部件根据下述具体步骤达成;
1、在门框前侧中线总长方学习双边装焊吊耳,吊耳根茎高度门框外内孔为门框延伸出塔段外面的高度;
2、将塔段上机构站线可以通过滚珠架回转到壳体从高点,把门框吊送货到塔段壳体,使门框机构站位子贴紧机构站线后统一住门框,并能保证门框整圈对于称的直线到筒壁保持垂直离相同;
3、粘贴着门框外头整圈并向下于塔筒表皮面划线,即门框在筒内壁的向下投影仪;
4、激光切门框前,塔筒外则门框双方用二条只字撑撑圆桶体,火花激光切时两条路画成的门框线外则采取激光切,激光切应存留粗度位置相比较称 的两端不切掉,且每段预埋粗度高于50mm,为了保证门框不想坠机;
5、确认螺杆旋转中键架将门扇中间线转到低一点,门扇下端防止木块,在塔筒内部管理将门扇板留有的2点切割机掉;
6、衡量所打开门洞宽度图会不与门框宽度图相输入,开洞公差操作在0-5mm区域内;合理后选择半电脑自动坡口机会根据门框坡口图完成开坡口;
7、完整后研磨坡口及坡口下方20mm内的锈迹,再使用晃动滑轮架将门洞尺寸基地线转到最高峰值;